

资源共享
课程章节-项目九:螺纹切削循环指令G92
学习目标:
1、掌握外普通三角螺纹加工的编程方法;
2、掌握螺纹加工程序循环起点的确定原则;
3、了解锥螺纹的有关计算和程序编制方法。
知识点击:
1、三角外螺纹的计算方法和程序编制方法、螺纹加工程序循环点的确定原则。
2、三角外螺纹的计算方法和程序编制方法。
一、编程指令
螺纹切削循环指令 ----G92
指令格式:G92 X(U)_ Z(W)_F; (螺纹切削循环)
循环路径:
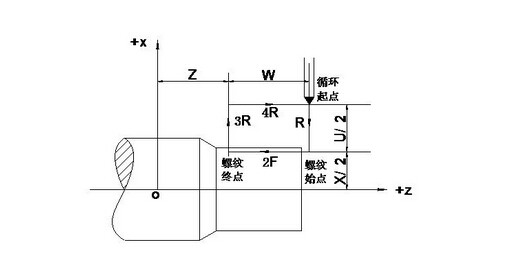
指令功能:
1.从切削起点开始,进行径向(X 轴)进刀、轴向(Z 轴或 X、Z 轴同时)切削,实现等螺距的圆柱螺纹切削循环,执行 G92 指令。沿退刀方向指数或线性(由参数设置)加速退出,Z 轴到达切削终点后,X 轴再以快速移动速度退刀.
2.螺纹切削应注意在两端设置足够的升速进刀段δ1和降速退刀段δ2,以剔除两端因变速而出现的非标准螺距的螺纹段。
指令说明:G92 为模态 G 指令;
X:切削终点 X 轴绝对坐标,单位:(MM);
U:切削终点与循环起点 X 轴绝对坐标的差值,单位:(MM);
Z:切削终点 Z 轴绝对坐标,单位(MM);
W:切削终点与循环起点 Z 轴绝对坐标的差值,单位:(MM);
F:切削螺纹的进给速度;
二、参数计算
根据螺纹螺距进行必要的螺纹加工参数计算。
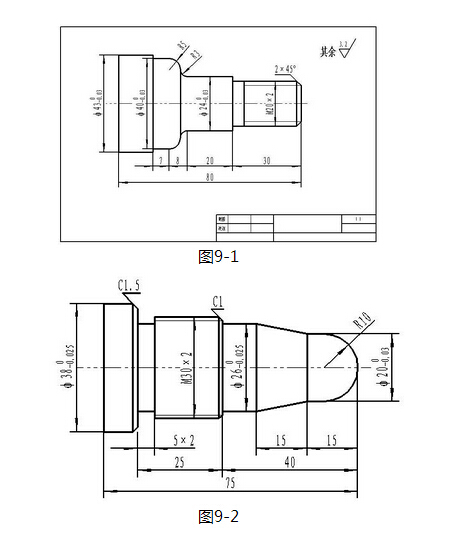
例题 M30×1.5
按普通三角螺纹粗牙的尺寸计算(查表计算)出:其中p为螺距;
(1)牙形角60
(3)牙形高度H=0.65P
(4)中径d2=d-0.65p
(5)小径d1=d-1.3p
按零件图计算吃刀次数(参考下图)
H=0.65*P=0.65*1.5=0.975(MM)
小径d1=d-1.3p=30-1.3*1.5=28.05(MM)
δ1=2P=2*1.5=3(MM)
δ2=2MM
切削三要素:
N=400r/min;
F=1.5(MM);
吃刀深度分别为:0.8;0.6;0.4;0.16;
δ1=3(MM); δ2=2(MM);
三、参考程序
1、选定工件坐标系和对刀点:如图所示
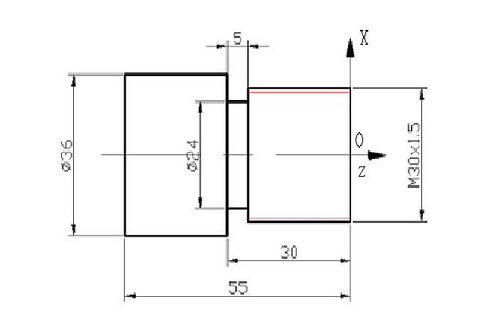
在XOZ平面内确定工件右端面与工件中心线交点为工件原点。
2、程序编制
O1234;
… …
G00X100.;
Z100.;
T0404;
M03 S400;
G00X32.Z3.;
G92X29.2Z-27.F1.5;
X28.6;
X28.2;
X28.04;
G00X100.Z100.;
M05;
M30;
注意事项:
1、考虑螺纹加工牙型的膨胀量,螺纹加工前工件直径一般根据材料变形能力取比螺纹大径小0.1倍的螺距,即为d-0.1P。
2、螺纹切削应注意在两端设置足够的升速进刀段δ1和降速退刀段δ2,以剔除两端因变速而出现的非标准螺距的螺纹段。
3、 螺纹加工的进刀量应不断减少,具体进刀量根据刀具及工作材料进行选择。
习题:
- 上一篇:项目八:切槽指令:G75、G01
- 下一篇:课程章节-项目十:子程序